 手机:18526021390
手机:18526021390 传真:022-23307114
传真:022-23307114一、系统介绍
1、系统组成
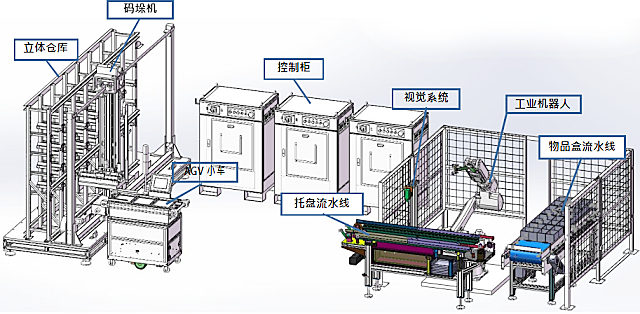
ZN-TUR06型 工业机器人工程考核实训系统主要由码垛机立库系统、AGV小车、托盘流水线、物品盒流水线、视觉系统、六自由度工业机器人组成,如下图1-1所示。
(1) 码垛机立库系统,用于存储物品托盘,并且按照要求码垛机完成出库和入库;
(2) AGV小车,用于把安装有物品的托盘从码垛机立库系统对接为,沿铺设的磁条运行到托盘流水线;
(3) 托盘流水线,负责把货品托盘输送到视觉检测工位,经视觉定位识别输送到抓取工位;
(4) 物品盒流水线,负责成品物品盒的装箱及传送;
(5) 视觉系统,对托盘流水线上的托盘上的物品进行识别,并把识别结果发送至主控系统的PLC;
(6) 六自由度工业机器人系统,根据主控系统 PLC 发送的数据,对托盘流水线上的托盘上的物品进行分拣,放置于物品盒流水线上的指定物品盒中,同时把空托盘放置于空托盘库中。

图 1-1 整体组成
2、系统整体设计目标
本系统再现工业现场从仓储、搬运、分拣以及包装的全过程,将目前工业自动化现场前沿的实用技术和方案引入到比赛当中,通过比赛,让学生能熟练掌握自动化科技的前沿应用技术,为我国从制造大国发展到制造强国,为工业智能制造培养一批有素质,能干活,干好活的新一代职业能手。
(1) 选用6轴关节型工业机器人+堆垛直角坐标机器人+AGV移动机器人,该三种机器人都是目前工业现场应用比较广泛的机器人;——切合工业现场,体现机器人的多样性;
(2) 将立体仓库(码垛机器人)+工件运输(AGV机器人)+检测分拣(机器视觉)+机器人自动分拣装配(6轴机器人)+自动回收+自动包装完美的融合。——诠释智能工厂和智能物流的概念;
(3) 设置多物件和多工位+多仓储,可以展现出非常多的组合场景, 不仅可以展现学生的控制系统和机器人的编程能力,同时也能展现学生的流程规划策略和优化能力;——真实展示实际工业和物流系统场景,非常适合于实训和比赛。
(4) 整个系统采用网络化控制构架,以及最新的控制系统。——学生能够了解先进的控制技术以及编程方法。
3、工作流程

基本运行流程描述:
(1) 物品以托盘形式存储在原料仓库中(物品共有 8 种不同形状高度的样式,每个托盘上随机放置 0-3 个物品,样式也随机,可能相同,也可能不同)。
(2) 物品随托盘从码垛机立库出库,由AGV 小车搬输送至托盘流水线;
(3) 托盘在托盘流水线的 4 号工位停止,通过智能相机识别物品数量、类型、相对于标定原点的位置、相对于标定姿态的旋转角度并传输给PLC;
(4) 识别完成后,托盘流水线把托盘传输到 1 号位置后停止;
(5) 主控系统把需要分拣物品的 XYZ 坐标偏移和旋转角度通过MODBUS TCP 协议依次发送给六自由度工业机器人系统,六自由度工业机器人机器人按照事先编写的程序流程,执行抓取分拣;
(6) 六自由度工业机器人根据放置位置的XYZ 坐标偏移和旋转角度把物品放入礼品箱中。(礼品箱有 8 个格子,相同的工件放到同一
个格子,每个格子最多放 2 件物品。码垛部分偏移运算由主控系统计算,整合到Z 轴偏移中给六自由度工业机器人)。
(7) 把物品取完后,六自由度工业机器人把空托盘也搬运放置到空托盘库中。
(8) 物品装满物品箱后,流转到下料码垛区。(每个比赛区不会 使用全部物品样式,应取其中 2-3 种。当中转箱装满或物品无法按照规则放入物品箱时流入下一区域);
(9)当物品箱码到一定数量或原料出库完成任务时停止比赛。
二、设备安装
1、设备安装
本设备共包括:工业机器人及控制柜、PLC 控制柜、托盘流水线、物品盒摆放流水线、AGV 小车等。比赛所用场地为 4m×8m,如图 2-1 所示为装备之间的大致布局,现场安装时并不一定严格按照图中所标尺寸安装,允许有所变动。在安装时需要注意以下事项:
(1) 调节工业机器人安装底座的四个地脚,使工业机器人的安装底座水平;(水平仪)
(2) 调节托盘流水线和物品盒摆放流水线的水平;(水平仪)
(3) 以工业机器人为基准,确保托盘流水线与工业机器人的 Y 轴方向平行,确保物品盒摆放流水线与工业机器人的 X 轴方向平行;(具体调节方式见节 2.2)
(4) 确保托盘流水线前端滑轮的平切面低于AGV 小车的平带面;(见图 2-2)。
(5) 确保智能相机与托盘流水线垂直。(见图 2-3)

图 2-1 设备布局


图 2-2 托盘流水线高度调节

图 2-3 智能相机安装
2、平行度调节
如图 2-4 所示,在工业机器人末端夹具上安装了一个激光笔,具体调节步骤如下:
(1) 利用工业机器人的工具坐标系调整机器人的姿态,使得激光笔始终垂直于工业机器人的安装基面;
(2)首先控制工业机器人运动到托盘流水线上方合适的高度,将激光笔发出的激光对准流水线架上的铝型材边线,利用机器人的工具坐标系,使机器人沿着基坐标系的 Y 方向运动(注意降低机器人的运动速度),注意观察激光是否偏离铝型材边线,并作适当调整。
(3)利用同样的方法调整物品摆放流水线,只是使机器人沿着坐标系的X 方向运动。

图 2-4 平行度调整
三、6 自由度关节型机器人
6 自由度关节型机器人,如下图 3.1 所示。6 个自由度,最大负荷 20KG,臂展>1.5m。
工业机器人在系统中的位置如下图 3.2 所示。

图 3.1 工业机器人在系统中的位置
机器人工作流程如下所示:

四、 视觉识别系统
本系统安装于托盘流水线中,当托盘货物到视觉检测工位时, X-SIGHT 机器视觉系统对托盘内的货物进行视觉识别,并把识别的位置,形状等特征数据给到中央控制器和六关节机器人,由机械人根据目标存放位置执行相应的动作。

图 4.1 智能视觉系统整体图
五、流水线
1、托盘流水线
负责把货品托盘输送到视觉检测工位,经视觉定位识别输送到抓取工位,由机械手将托盘中的货品,通过真空吸盘吸放到相应物品盒中。当货品托盘中的货物全部取空时,由机械手通过另一套真空吸盘将托盘吸放到空托盘存放处。


图 5.1 托盘流水线效果图

图 5.2 托盘流水线倍速链实物图

图 5.3 托盘流水线与 AGV 对接口实物图
2、物品盒流水线
物品盒流水线采用板链结构,负责成品物品盒的装箱及传送,为5工位流水线,装在3个物品盒(占用3个工位)。

图 5.4 物品盒流水线效果图

图 5.6 物品盒流水线实物图
本系统中6自由度工业机器人负责把托盘流水线上托盘中的货品抓取到,根据规定的目标物品盒,放入到相应的位置。机械手装载货品限定在5工位的中间工位。如需装载左右物品盒,通过左右移位将边上的物品盒移到中间工位。
如图所示,从左到右设为1-5工位,当前物品盒处于2 、3 、4工位,定义为物品盒A、B、C,机械手装载3号工位的物品盒,即B物 品盒。如果需要装载A物品盒,则流水线传送机构动作右移,当右检测物品盒传感器接通时,流水线停止运行,此时机械手装载A物品盒。如果下一个要装载的是C物品盒,则流水线向左运行,碰到左面物品盒检测传感器时停止运行。系统中另设有零位检测传感器,以检测物品盒处于中间工位。为防止物品盒滑落,在左右极限位置设有左右限位开关,以防止控制失误,致物品盒跌落。
物品盒流水线由步进电机控制,实际控制策略可以采用脉冲定位控制的方式。
六、 电气控制系统
本系统采用国际上先进的控制理念和最新的控制产品,采用网络化控制模式,系统主要控制框图如 6.1 所示。
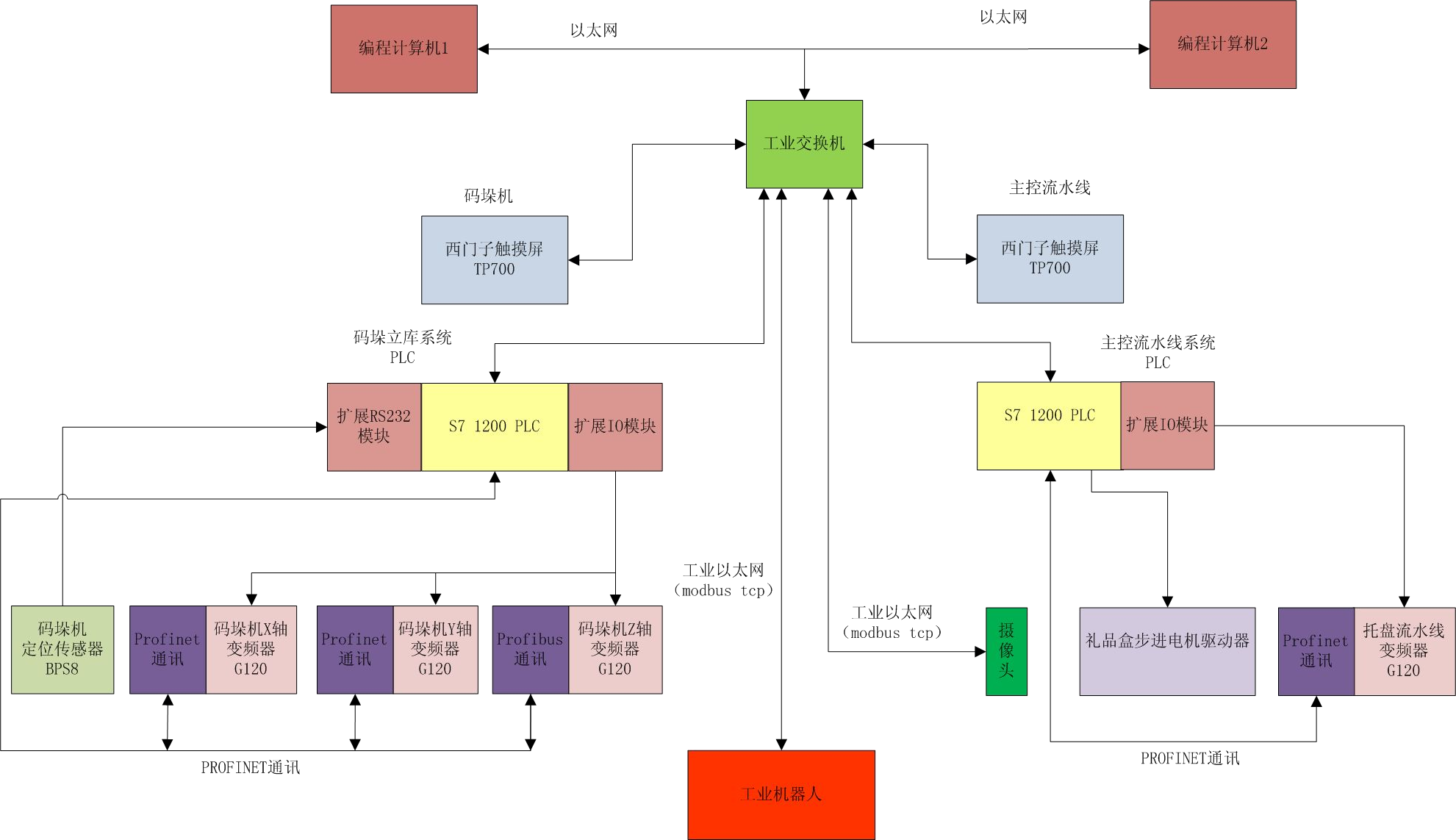
图 6.1 设备电气网络拓扑图
如上图所示,整个系统通过工业以太网总线,把工业机器人、主控流水线 PLC、码垛机立库系统 PLC、码垛机立库系统触摸屏、主控流水线触摸屏、视觉系统、变频器以及编程开发计算机等均通过以太网连接。编程开发计算机负责开发调试程序、视觉系统特征识别开发以及机器人示教等编程。码垛立库系统和主控流水线触摸屏负责管理码垛立库系统、主控流水线的运行参数,以及系统报警和提示信息等。
